Tóm tắt: máy ép là một máy dung áp lực để ép. Trong sản xuất quốc gia, công nghệ ép là do sự gia công cơ khí truyền thống có thể nói tiết kiệm vật liệu và năng lượng, hiệu quả cao, ít đòi hỏi kỹ thuật người vận hành và qua các ứng dụng khuôn mẫu có thể gia công công ra máy móc nhưng không có cách nào đạt được những ưu điểm này của sản phẩm, nhưng mà nó ngày càng được sử dụng rộng rãi. Ứng dụng của biến tần trong máy ép khi khởi động tốc độ ổn định tăng lên, không gây sốc máy, bảo vệ các bộ phận của máy ép, thời gian bảo trì kéo dài, tốc độ có thể điều chỉnh yêu cầu sản phẩm, đảm bảo chất lượng sản phẩm, giảm phế liệu và nhiều lợi thế khác.
Máy ép chủ yếu dùng để ép tạo hình tấm. Thông qua khuôn mẫu, có thể đục lỗ, tạo hình, duỗi, chỉnh sửa, tán và đùn…, được sử dụng rộng rãi trong các lĩnh vực như thiết bị điện tử, viễn thông, đồ gia dụng, xe ...
Máy épsẽ chuyển đổi chuyển động tròn thành chuyển động tuyến tính, do động cơ chính ra lựcđiều khiển bánh đà, thông qua bánh ly hợp vận hành chuyển động của bánh răng, trục khuỷu (hoặc bánh răng lập dị)…, để đạt được chuyển động tuyến tính của khuôn mẫu.

1. Kết cấu gọn nhẹ, bằng cách tối ưu thiết kế cấu trúc, khối lượng đã được giảm.
2. Độ tin cậy cao, đo được nhiệt độ toàn bộ máy, thiết kế tuổi thọ dài, điện áp đầu vào rộng, công nghệ phun tự động 3 lớp sơn.
3. Khả năng ức chế điện áp độc nhất, có thể hạn chế nhanh điện áp DC bus các thiết bị đầu cuối.
4. Khả năng ức chếdòng điệnđộc nhất, phần cứng thêm chức năng giới hạn dòng mới, có thể hạn chế nhanh dòng điện trong quá trình vận hành.
5. Tốc độ ổn định và độ chính xác cao, dải tốc độ rộng, mô-men xoắn thấp, quá tải mạnh mẽ.
6. Chức năng theo dõi tốc độ nhanh nhưng ổn định,thấp nhất có thể theo dõi tốc độ1Hz.
7. Chức năng sóng mang theo máy, dễ dàng để đối phó với tiếng ồn dộng cơ.
Sơ đồ đấu dây:
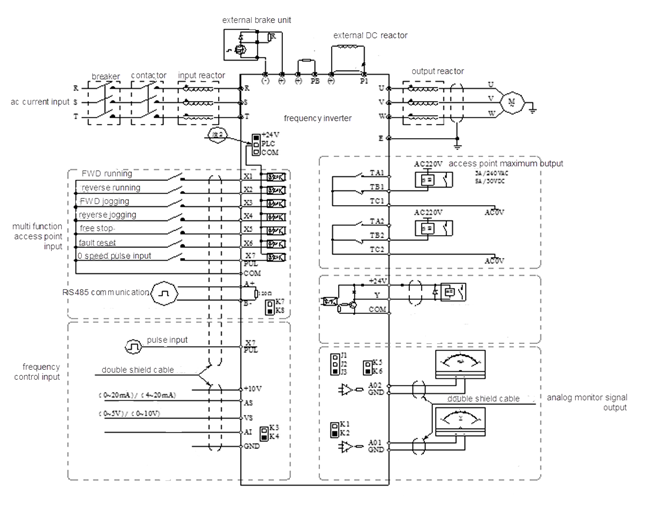
Lưu ý:
1)Khi lắp lò phản ứng DC, hãy chắc chắn đã ngắn mạch giữa terminal P1,(+) ;
2)Terminal đầu vàođa chức năng (X1 ~ X7 / Pul) có thể lựa chọn tín hiệu transistor NPN hoặc PNP làm đầu vào, điện áp phân cực có thể chọn nguồn trong biến tần (+ 24V), cũng có thể chọn nguồn bên ngoài (terminal PLC), công tắc chuyển đổi biểu tượng giá trị nhà máy kéo đến +24 biểu thị trạng thái ngắn mạch‘+ 24V’ và ‘PLC’.
3)Lượng analog giám sát đầu ra là đầu ra chuyên dụng biểu thị bảng điện áp, bảng dòng điện, bảng tần số…, không thể dung vào thao tác điều khiển như điều khiển phản hồi.
4)Trong sử dụng thực tế tồn tại rất nhiều loại hình xung,cách đầu dây cụ thể xin tham khảo mô tả chi tiết Tham số cài đặt:
Tham số cài đặt:
1. Nhóm tham số động cơ:
Mã chức năng | Giá trị cài đặt | Tên mã chức năng |
F0.00 | 0 | Cách điều khiển |
F5.01 | XX | Cấp động cơ |
F5.02 | XX | Công suất mặc định động cơ |
F5.03 | XX | Tần số mặc định động cơ |
F5.04 | XX | Tốc độ quay mặc định động cơ |
F5.05 | XX | Điện áp mặc định động cơ |
F5.06 | XX | Dòng mặc định động cơ |
2. Nhóm tham số chức năng:
Mã chức năng | Giá trị cài đặt | Tên mã chức năng |
F0.02 | 1 | Lệnh vận hành |
F0.03 | 2 | Lựa chọn kênh chính đặt tần số |
F0.09 | XX | Tần số lớn nhất |
F0.11 | XX | Tần số giới hạn trên |
F0.12 | XX | Tần số giới hạn dưới |
F0.14 | XX | Thời gian tang tốc 1 |
F0.15 | XX | Thời gian giảm tốc 1 |
F0.17 | XX | Tần số song mang |
F3.22 | 1 | Đầu ra AO1 |
3. Nhóm tham số truyền thông và nhóm tham số xung đầu ra cổng AO2:
Mã chức năng | Giá trị cài đặt | Tên mã chức năng |
F0.02 | 2 | Lệnh vận hành |
F0.03 | 6 | Cách điều khiển |
F3.23 | 1 | Đầu ra AO2 |
F3.26 | 3 | Lựa chọn tín hiệu AO2 |
F3.29 | XX | Tần số đầu ra giới hạn dướiAO2FM |
F3.30 | XX | Tần số đầu ra giới hạn trênAO2FM |
Fd.00 | 0 | Lựa chọn chủ tớ |
Fd.01 | XX | Địa chỉ máy |
Fd.02 | XX | Lựa chọn tốc độ truyền |
Fd.03 | XX | Định dạng dữ liệu |
Lưu ý: Cài đặt tham số truyền thông và tham số đầu vào xung khi cần PLC điều khiển.

Veichi AC80C-Y bien61tan62 chuyên dụng cho máy ép, với giá trị tính năng vượt trội, đã giúp khách hàng nâng cao hiệu quả sản xuất, giảm chi phí.